Automated Warehouse Storage System Stacker Cranefor Automated Industrial Warehouse Applications


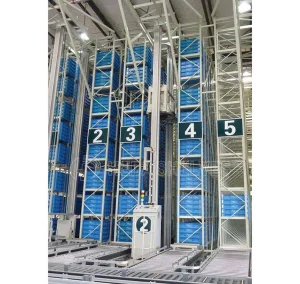
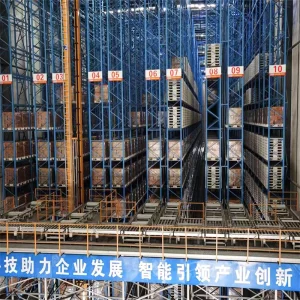
High Density Warehouse Automated Systems Asrs Automatic Storage Retrieval System

Asrs Smart Warehouse Robot Warehouse Picking System Automated Storage and Retrieval System

Huayide Automated Warehouse Solution Asrs Robotic System Used for Storage

Premium Material Asrs Warehouse Picking System Automated Storage and Retrieval System
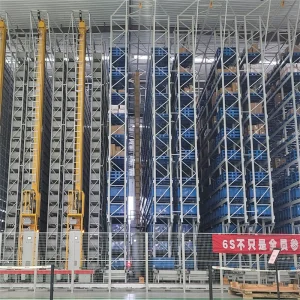
Customized Asrs Automated Storage System for Warehouse Optimization
The global Automated Material Handling (AMH) market is currently undergoing a seismic shift. As industries transition toward Industry 4.0, the reliance on manual labor is being replaced by intelligent, interconnected systems. In 2024, the market is valued at hundreds of billions of dollars, driven by the explosive growth of e-commerce, the need for precision in pharmaceutical logistics, and the demand for rapid fulfillment in the automotive sector.
Enterprises worldwide are no longer viewing automation as a luxury but as a core strategic necessity. From North America to Europe and across the Asia-Pacific, the focus has shifted to maximizing vertical space and minimizing operational downtime. As a leading China Automated Material Handling Factory, we have observed that the primary driver for this adoption is the increasing complexity of SKUs and the necessity for "same-day delivery" models which are impossible to sustain with traditional warehousing methods.
Predictive analytics and AI are optimizing path-finding for AGVs and shuttles, allowing systems to "learn" the most efficient routes and preemptively identify maintenance needs before a breakdown occurs.
Modern AS/RS systems are now designed with energy-recovery technology. Regenerative braking in stacker cranes helps return power to the grid, aligning with global ESG goals.
Real-time data synchronization between the physical hardware and cloud-based Warehouse Management Systems allows for global visibility of inventory across multiple continents from a single dashboard.
When global enterprises look to source Automated Material Handling equipment from an exporter, their criteria have evolved beyond simple price points. Reliability and "Time-to-Value" are now the dominant factors. Procurement officers in the US, Germany, and the UAE are specifically looking for:
As a professional China exporter, we provide comprehensive documentation and remote diagnostic support to ensure these global procurement needs are met with 100% transparency and technical excellence.
In high-velocity markets like Southeast Asia, our 4-way shuttle systems allow for rapid "goods-to-person" picking, handling thousands of orders per hour with zero errors.
Our automated systems are engineered to operate in environments as low as -30°C, perfect for the frozen food and pharmaceutical industries in Northern Europe and North America.
Automotive assembly lines in Germany utilize our stacker cranes for "Just-In-Time" (JIT) delivery of heavy components directly to the production line, reducing floor congestion.
China has become the global epicenter for industrial innovation. Choosing a China Best Automated Material Handling Factory means accessing a robust supply chain, world-class R&D, and manufacturing speed that is unmatched elsewhere. We combine high-grade steel fabrication with advanced sensor technology and software logic developed in-house.

Dongguan Boksera Shelving Co., Ltd. is a professional manufacturer and supplier specializing in heavy-duty warehouse storage racking and industrial shelving solutions. With a strong commitment to quality, innovation, and customer satisfaction, Boksera designs and produces reliable storage systems that help businesses maximize warehouse space, improve inventory management, and enhance operational efficiency.
The company offers a wide range of storage solutions, including pallet racking systems, industrial shelving, and customized warehouse storage configurations tailored to meet the diverse needs of logistics centers, manufacturing facilities, retail distribution hubs, and e-commerce warehouses. Each product is engineered with durability and load-bearing performance in mind, ensuring safe and stable storage for various types of goods.
Backed by advanced manufacturing equipment and a skilled technical team, Boksera maintains strict quality control standards throughout the production process. The company is dedicated to delivering cost-effective solutions without compromising on performance or safety. In addition, Boksera provides professional consultation, layout design support, and after-sales service to ensure a seamless customer experience.
With growing international demand, Dongguan Boksera Shelving Co., Ltd. continues to expand its global presence, aiming to become a trusted partner for efficient, scalable, and high-quality warehouse storage solutions worldwide.

Competitive Price Asrs Warehouse Picking System Automated Storage and Retrieval System

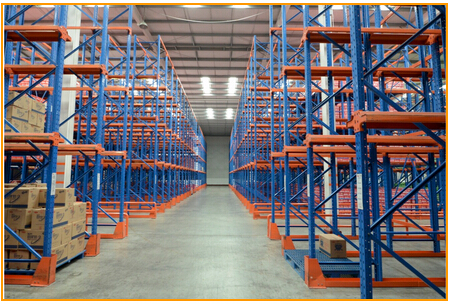
High Capacity Double Deep Pallet Asrs Automated Warehouse Storage System
Compective Price Asrs Warehouse Picking System with Automated Storage and Retrieval System

Adjustable Design Asrs Warehouse Picking System with Automated Storage and Retrieval System

High Quality Asrs Warehouse Picking System Automated Storage and Retrieval System

Intelligent Asrs Automated Warehouse Storage System with Fast Picking

Durable Design Asrs Warehouse Picking System Automated Storage and Retrieval System