In the contemporary industrial era, the global chemical industry acts as the backbone of manufacturing, pharmaceuticals, and agriculture. As chemical production reaches new heights, the demand for specialized chemical storage racks has transformed from a basic necessity into a strategic asset. Safety, regulatory compliance, and spatial efficiency are no longer optional; they are the primary drivers of global procurement.
From the bustling logistics hubs in Rotterdam to the massive petrochemical plants in the GCC region, enterprises are seeking robust storage solutions that can withstand corrosive environments while maximizing floor space. The transition towards "Industry 4.0" has introduced a need for smarter racking—systems that can integrate with automated guided vehicles (AGVs) and IoT sensors to monitor container integrity in real-time.

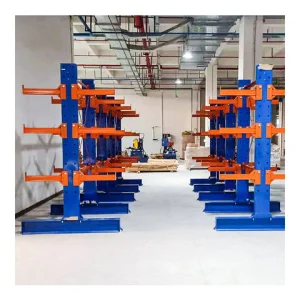
Modern chemical storage now utilizes advanced powder coatings and galvanized finishes to prevent structural degradation from acidic or alkaline vapors.
High-density storage is shifting toward automated shuttle systems, reducing human exposure to hazardous materials while increasing throughput.
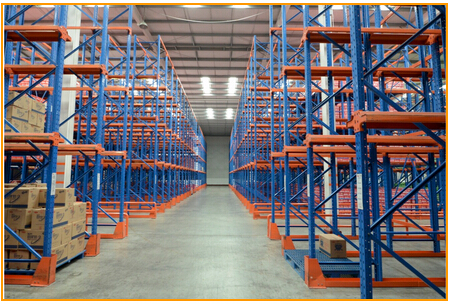
Very Narrow Aisle (VNA) systems are optimized with AI-driven layout planning to maximize storage capacity by up to 50% compared to traditional racking.
When sourcing chemical storage racks, procurement experts from Fortune 500 companies prioritize structural safety and longevity. These systems must comply with international standards such as OSHA (USA), REACH (EU), and ISO 9001. Beyond compliance, companies look for:
Our role as a leading manufacturer is to bridge the gap between high-performance engineering and cost-effectiveness. We understand that in the chemical sector, a rack failure is not just an equipment loss—it’s a major environmental and safety hazard. This is why Boksera invests heavily in R&D to simulate seismic and heavy-load stress tests on every custom design.
Dongguan Boksera Shelving Co., Ltd. is a professional manufacturer and supplier specializing in heavy-duty warehouse storage racking and industrial shelving solutions. With a strong commitment to quality, innovation, and customer satisfaction, Boksera designs and produces reliable storage systems that help businesses maximize warehouse space, improve inventory management, and enhance operational efficiency.
Backed by advanced manufacturing equipment and a skilled technical team, Boksera maintains strict quality control standards throughout the production process. The company is dedicated to delivering cost-effective solutions without compromising on performance or safety. In addition, Boksera provides professional consultation, layout design support, and after-sales service to ensure a seamless customer experience.
Eliminate the middleman. By sourcing directly from our Dongguan facility, you gain access to wholesale pricing that significantly lowers your CapEx.
Our engineering team can turn a blueprint into a functional sample within days, ensuring your project timeline stays on track.
Located in the heart of China’s manufacturing hub, we have access to high-quality raw steel and streamlined logistics to ship worldwide.
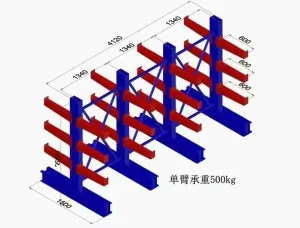
Each product is engineered with durability and load-bearing performance in mind, ensuring safe and stable storage for various types of goods. With growing international demand, Dongguan Boksera Shelving Co., Ltd. continues to expand its global presence, aiming to become a trusted partner for efficient, scalable, and high-quality warehouse storage solutions worldwide. Our facility uses automated welding robots and CNC punching machines to ensure every rack component meets 0.1mm tolerance levels.
In the pharmaceutical industry, racking must withstand low temperatures while maintaining a sterile environment. Our stainless steel and galvanized racks are ideal for vaccine and medicine storage.
Dealing with flammable materials requires spark-resistant coatings and specialized "open-mesh" decking to allow sprinkler systems to reach every level effectively.
Fertilizers and pesticides can be highly corrosive. Our heavy-duty racking systems are treated with specialized epoxy resins to prevent rust and corrosion over decades of use.
For chemical-based retail products (cleaning supplies, cosmetics), our VNA and pallet racking systems provide the high-speed access required for modern fulfillment centers.
The company offers a wide range of storage solutions, including pallet racking systems, industrial shelving, and customized warehouse storage configurations tailored to meet the diverse needs of logistics centers, manufacturing facilities, retail distribution hubs, and e-commerce warehouses.
Boksera – Your Global Authority in Chemical Storage Engineering & Excellence.