1 / 5
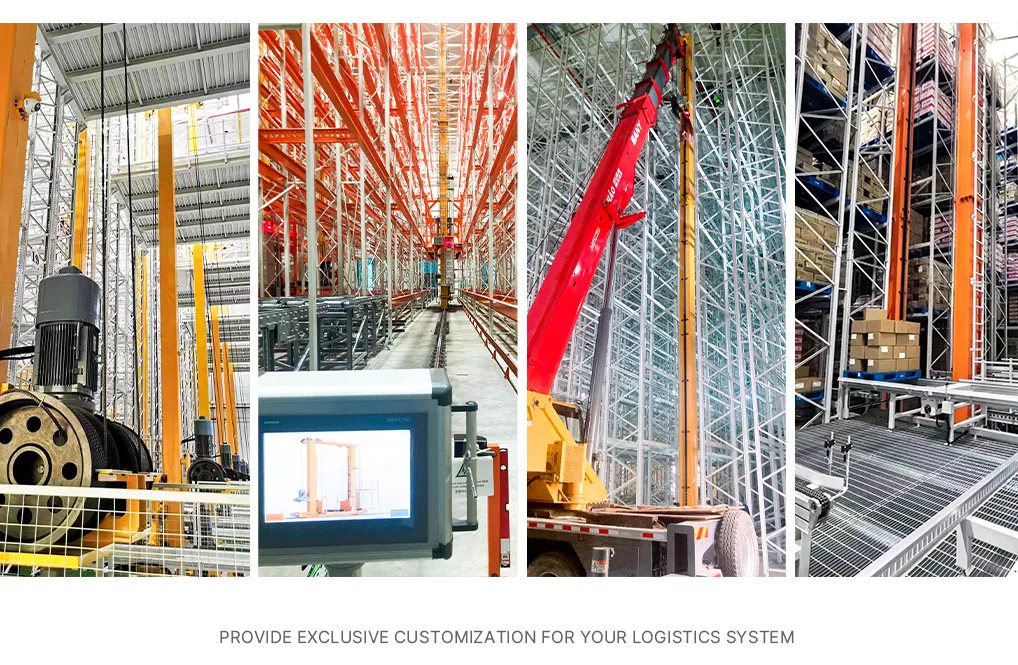
Stacker Crane AS/RS for pallets is an automated system that efficiently stores and retrieves goods, replacing manual warehousing tasks.
The storage and retrieval machine (SRM) operates as a crane that moves horizontally within a single aisle. These machines are designed to store and retrieve pallets automatically. They move in length, height, and depth to load and unload goods from racking structures in a highly agile, precise manner.
Our stacker cranes are equipped with state-of-the-art technology, significantly increasing warehouse productivity and maximizing space utilization to boost storage capacity. Moreover, they help reduce errors and risks associated with manual operations.

Enables efficient horizontal and vertical positioning movement within the AS/RS. Supports heights up to 140 feet with a double mast design.


Ensures continuous and accurate movement of goods. Integrates seamlessly with stretch-wrappers, label applicators, and dispensers.
Compact storage for high bay warehouses. Fully bolted to the floor slab for maximum stability. Engineered to handle crane forces and environmental loads.

| Stacker Crane | Double upright structure, steady and reliable. Features vector frequency conversion drive, encoder position control, and mechanical/electronic safety devices. |
| Control System | Communicates via OPC agreement and PROFIBUS network. Siemens S7-300 controller for automatic offline and online operations. |
| WMS Hardware | Star network structure, network servers, RF base stations, and RF terminals for management and monitoring. |
| WMS Software | Operating on Windows Server with MS SQL Database. Includes WMS (Management), WCS (Equipment Control), and RFS (Bar Code Management). |