1 / 5
Stacker Crane AS/RS for pallets is an automated system that efficiently stores and retrieves goods, replacing manual warehousing tasks. The storage and retrieval machine (SRM) operates as a crane that moves horizontally within a single aisle.
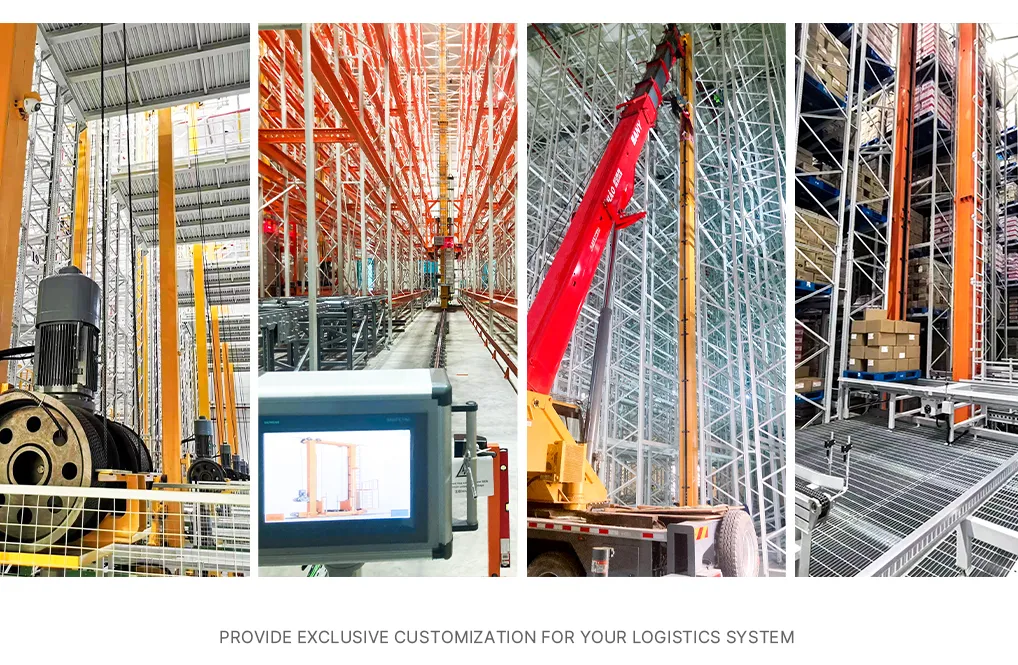
Stacker cranes are designed to store and retrieve pallets automatically. They move in length, height, and depth to load and unload goods from racking structures in a highly agile and precise manner. These systems are equipped with state-of-the-art technology, significantly increasing warehouse productivity and maximizing space utilization.

Storage / Retrieval Machine (S/RM)
Our S/RM enables efficient horizontal and vertical movement within the AS/RS, providing versatility across applications regardless of depth, height, or width constraints.

Conveying Systems
Our systems ensure accurate movement of goods, enabling seamless operations across diverse warehousing configurations.

ASRS racking offers compact storage in high bay warehouses. Rack structures are engineered to optimize space and are fully bolted to the floor slab for maximum structural integrity and stability.

| Racking | Equipped with pallet racking or drive-in racking. Composite structure with steel or wooden panels. Used in food, tobacco, electronic, and mechanical industries. |
| Stacker | Double upright structure, vector frequency conversion drive, and encoder position control. Includes manual, semi-automatic, and automatic linkage control. |
| Conveying System | Rolling or chain conveyors bridging forklifts and stackers. Includes rotating devices and lifts for seamless goods transition. |
| Control System | Communicates via OPC and PROFIBUS bus networks. Uses Siemens S7-300 controllers for offline and automatic operation. |
| WMS System | Star network structure featuring management computers, RF servers, base stations, and terminals for real-time inventory tracking. |