



1 / 5
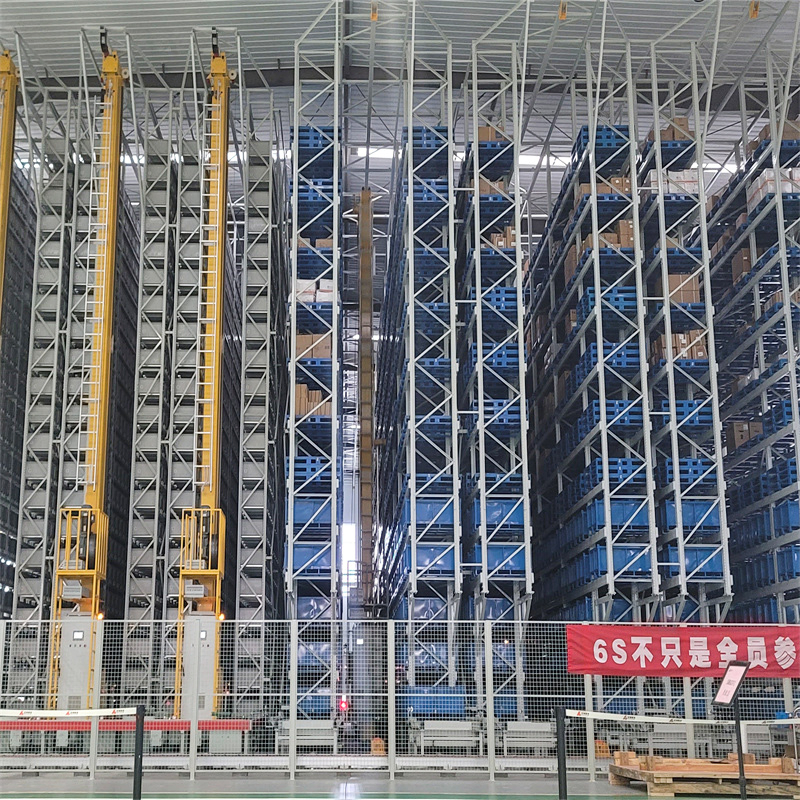
Stacker Crane AS/RS for pallets is an automated system that efficiently stores and retrieves goods, replacing manual warehousing tasks. The storage and retrieval machine (SRM) operates as a crane that moves horizontally within a single aisle.
Double Deep Pallet Automated Warehouse Storage System (AS/RS) is renowned for its high-density pallet storage, rapid operation, and adaptability. Its versatile design spans up to 40 meters, allowing customization to seamlessly integrate into your specific installation environment and operational requirements.

 |
Open Pallet: Standard shape popular in Europe and Asia (800x1200 / 1000x1200). |
 |
Closed Pallet: Standard shape used for specific logistics requirements. |
 |
Stillages / Pallet Cage: Four-legged cages for machine parts and irregular items. |
 |
Long Objects: Storage for pipes, bars, and plates up to 6m long. |
Storage / Retrieval Machine (S/RM): Enables efficient horizontal and vertical positioning. Double mast design supports heights up to 140 feet with horizontal speeds up to 900 ft./min. Load capacity reaches up to 5,000 lbs for single-load machines.

Conveying Systems: Ensures accurate movement and seamless integration with stretch-wrappers, labelers, and dispensers. Built for high throughput and continuous operation with minimal maintenance.

Precision-engineered structures optimized for high-bay warehouses. Fully bolted to the floor slab for stability. Structures cater to heavy goods, crane forces, and local seismic requirements.




Step 1 Define: Determine project objectives with stakeholders.
Step 2 Measure: Collect business data for system understanding.
Step 3 Analyze: Predict future states through data modeling.
Step 4 Design: Create custom system architectures.
Step 5 Validate: Estimate costs and determine feasibility.
Step 6 Presentation: Final delivery of costs and the best solution.









