




1 / 5
Heavy duty motorized trackless mobile shelving storage system
1. GENERAL INTRODUCTION:
Mobile Shelving is a conventional shelving system mounted on carriages which moves to maximize the storage capacity. Aisles can be accessed via manual or remote control. The reduction in the number of aisles achieved by this system provides a high degree of both operational and cost benefits.
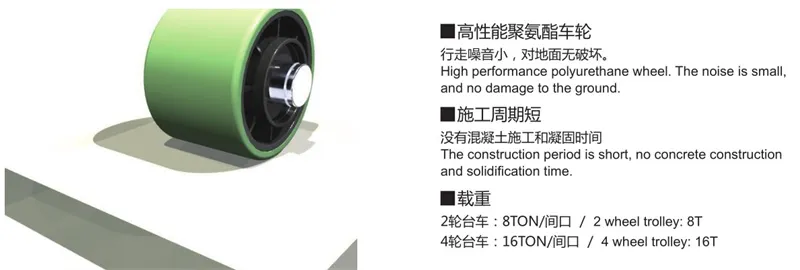
Trackless mobile shelving requires no ramps or infill floor, saves on assembly time, is cost-effective, and can be easily relocated when moved. The bases are moved manually with the aid of a crank and a gear ratio adjusted to the loads carried. Drive is provided directly by the castors on the floor.

Features: The traditional static pallet rack needs a fixed aisle between two rows of racks, which occupies too much storage space, while the mobile rack only needs one aisle to produce higher warehouse storage capacity, and the warehouse utilization rate can reach about 80% to 90%.

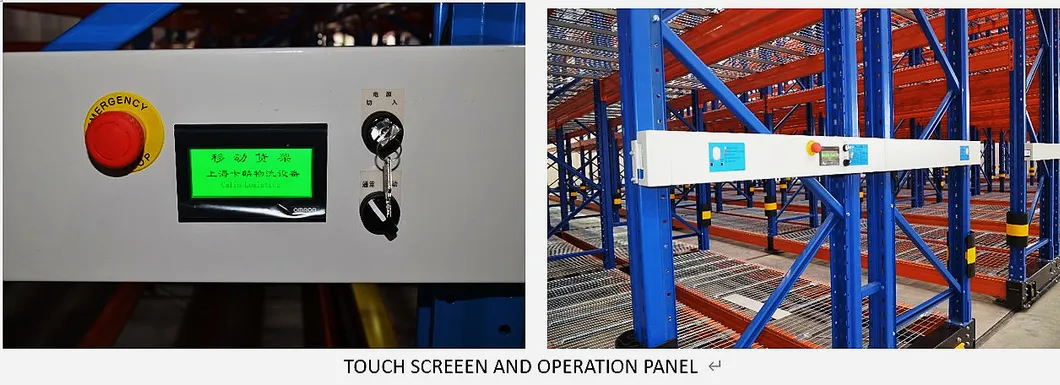
Two rows of back-to-back racks are installed on the mobile base in a group, in a multi-group arrangement, each base is equipped with multiple rollers and drive motors. Through the operation of the electronic control button control motor to drive the entire mobile base along the floor rail together to move, after moving to the operation aisle required by the forklift, you can access the goods.

Heavy-duty capacity makes it a natural choice for a number of storage challenges, from equipment and supplies to freezer and cooler storage. The ability to anchor this mobile shelving or racking system to existing concrete makes it a cost-effective solution for increasing capacity in any space.
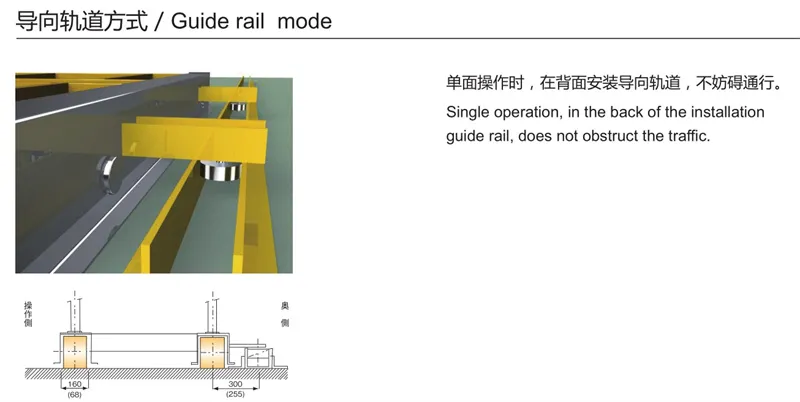
On one side of the mobile shelving, there is one set of guided angle rail to keep the mobile shelving moving in line. Under each mobile base there is no more floor rail track required for the movement of the shelving rack.
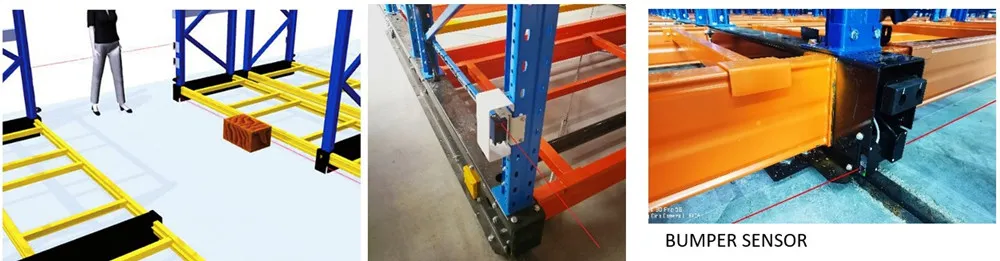
The mobile shelving is operated manually or automatically by means of an integrated PLC system. The PLC software may be adapted to specific needs or linked to WMS. Safety is guaranteed by a photoelectric beam system mounted on mobile rack uprights.
Trackless Mobile Shelving storage systems are an innovative way of increasing storage capacity. It is quick and simple to install as it only uses one guide rail along the rear of the system. This streamlined construction makes our trackless mobile storage system easier to clean.



1). Packaging details: Standard export package. Long profiles are packed in bundles on plywood or steel pallets, and covered by plastic films. Air bags are filled if necessary. Edge protectors are applied for thinner materials.
2). Delivery time: For standard products, delivery time is 3 weeks after receipt of the 30% deposit. Special applications can be delivered within 4-5 weeks.


We provide "Total Storage Solutions" through our wide products categories ranging from Selective Pallet Racking, Shelving System, Semi-automated and full automatic warehouse storage solutions. With over 20 years of experience, we provide better solutions in collaboration with our customers. Our expert engineer team creates layouts using the latest AutoCAD software to deliver tailor-made proposals.
We provide total package services including consulting, planning, and maintenance. No matter the size of your project, we value every simple and complicated project to ensure customer satisfaction and on-time delivery.
The main advantage is the maximization of storage capacity. By eliminating multiple fixed aisles and using only one moving aisle, warehouse utilization can reach 80% to 90%.
No, the trackless mobile shelving system requires no ramps or infill floors. It uses a single guide rail at the rear, making it easy to install on existing concrete floors and simpler to clean.
Safety is guaranteed by a photoelectric beam system mounted on the uprights, which detects obstacles and prevents movement if the aisle is not clear. The system is managed by an integrated PLC.
This heavy-duty system can handle up to 12 tons per bay, with individual pallet weights ranging from 500kg to 2000kg depending on the configuration.
Standard products are typically delivered within 3 weeks after deposit. Special customized rack applications generally require 4-5 weeks for delivery.
Yes, because the trackless design involves minimal floor intervention (only one guide rail), the entire system can be relocated more easily than traditional rail-based mobile systems.









